Automation with Thermoset Molding
Woodland Plastics is a custom thermoset molder, located in Addison, Illinois, a suburb of Chicago. Specializing in medium-high volume thermoset molding applications, Woodland Plastics partnered with an automotive OEM to provide thermoset phenolic valve body components for the automaker’s transmission plants. As the program started, it was very labor-intensive, with Woodland operators manually removing the plastic gate by hand using files. Not only was the hand gate removal process labor-intensive, but it also created discomfort for the operators.Additionally, due to the critical nature of being automotive transmission components, each part needed to be inspected, which was also performed manually by operators and quality technicians. The manual process for each of these two manufacturing steps created the potential for human error and risk of delivering non-conforming parts to the customer.
Implementation
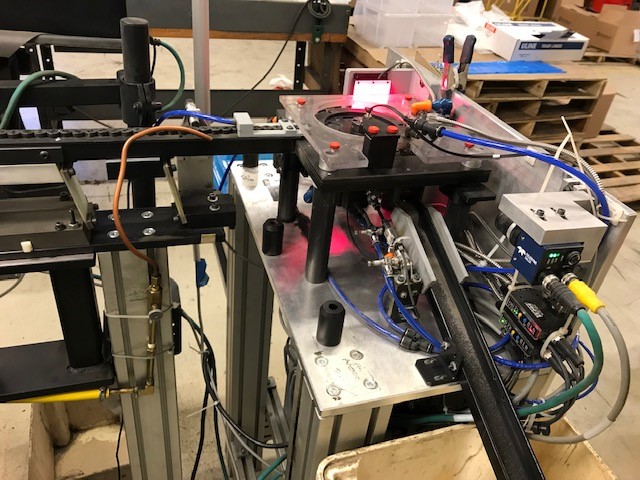
In order to eliminate the potential for human error in these steps, as well as mitigate rising local labor costs, Woodland Plastics explored automation on the program. After engineering discussions with various automation suppliers, Woodland first implemented a custom, automated gate removal machine to remove the gate on the molded parts. The gate is the location of the part where the plastic material meets or feeds the molded part inside the tool. Removing the gate or gate vestige is necessary in a thermoset molding process. With the gate removal automation equipment, molded parts were put into a feeder bowl with a vibratory conveyor track that aligned the part for gate removal prior to dropping in a collection bin for manual inspection. Initial results of the gate removal automation equipment were highly successful. Woodland was able to eliminate the hand-gate removal process with operators entirely with the new automation, keeping pricing competitive against rising local labor rates and boosting employee comfort and morale.

After a successful launch of the automated gate removal equipment, Woodland turned its focus towards inspection automation, with cameras to tie into the existing gate removal equipment. This automotive program required molded parts be 100% inspected for defects and non-conforming product, so any potential non-conforming parts could cause issues at the OEM customer plants. By inspecting parts manually with an operator or quality technician, there is always a chance for human error, so it was critical for Woodland to successfully implement a vision inspection piece to synergistically mate with the existing automated gate removal equipment.
Expected & Unforeseen Challenges
Based on Woodland’s experience with the gate removal equipment and other inspection automation equipment used in past programs, Woodland understood there would be a trial period for the automation to be implemented and iron out any bugs within either the software or hardware, as well as provide time for employees to be trained and be familiar with the system. Finally, an extended manufacturing trial run would be needed to confirm results of the automation will be consistent in a production setting with the desired outcome for the automation.
Because both the gate removal and inspection automation were built separately, Woodland and the automation supplier needed to tie in both systems together with similar cycle times to create a harmonious flow. This ensured that one operation was not faster than the other, potentially causing issues with production throughput. With a few modifications to the hardware and software after trial, Woodland was able to match cycle times for each independent operation within a fraction of a second, allowing components to move freely through each operation without disruption or interference. The consistent cycle times also reduced the fallout or scrap rate from parts sticking to or falling off the conveyor track prior to having the gate removed or being inspected.
Another area to be reviewed within the automation was matching the camera inspections with part tolerances. While thermosets provide much tighter molding tolerances than many thermoplastics, this part tolerance was very tight for any type of injection molding. With a tolerance of +/-.004” at the gate area, Woodland needed to ensure the cameras were precise and accurate to clearly identify parts that were in specification vs. parts that were non-confirming to a drawing dimension tolerance.

Final Results
After performing extended manufacturing trials, Woodland was able to finalize the automation equipment to tie in together harmoniously between gate removal and camera inspection processes. Cycle times were tuned in to mirror each other within a fraction of a second, allowing a continuous flow without disruptions. Periodic on-going maintenance was added to the process to clean the lenses of the cameras, allowing them to gather clear dimensions for a pass/fail analysis. Additionally, a setup for cleaning the feeder bowl and conveyor track was implemented prior to and after each production run.
By automating the gate removal and inspection process, Woodland’s risk assurance improved drastically for the program as human error was eliminated from both operation steps, increasing manufacturing throughput and reducing the amount of final inspection failures found prior to shipment of parts to the customer. Team morale also improved as operators no longer felt discomfort from removing the gates by hand with files. Additionally, Woodland was able to mitigate rising labor costs on the program, keeping product costs competitive despite local labor rates increasing.


Comments are closed