Why Flash is Good in Thermoset Molding
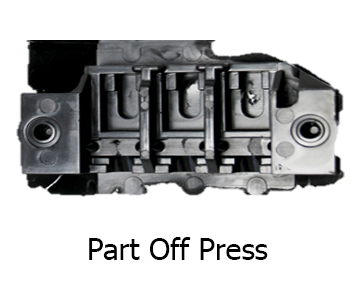
One major difference between thermoset molding and thermoplastic molding is the appearance of parts coming out of the press. While both thermoset and thermoplastic materials may be molded using similar processes (injection, compression, or insert molded), thermoset molded parts must include excess flash, or plastic material, on post-molded parts in order to be fully molded, or cured.
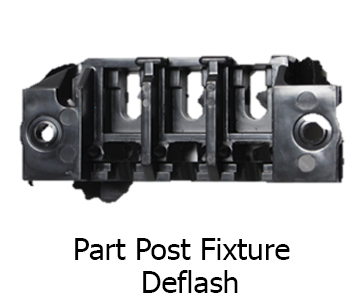
The excess flash must be filed and knocked off thermoset molded parts before parts are in their final condition and ready to ship to the customer. In thermoplastic molding, parts are generally ready to ship to the customer coming out of the press without having to deflash excess material.



Depending on the part and application, thermoset molded parts may be deflashed in a variety of ways – from a manual hand deflash using files and fixtures, to automated deflashing equipment such as wheelabrators and finmac machines, or even a combination of both. A wheelabrator is an automated machine used to tumble parts around while simultaneously blasting bits of walnut shells to take away flash from the molded parts. Similar to a wheelabrator, finmac machines use the same process, but use bits of thermoplastic media to deflash parts instead of walnut shells.